







Technical Data
Metallurgical Terms
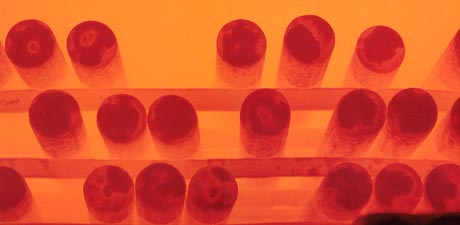
Cup and Cone.
A type of fracture occurring in tensile test pieces from steels possessing reasonable ductility and containing no local abnormality, where the necking occurs after maximum stress. The fracture gives one surface with a cup-like contour and the other in the form of a cone, fitting the cup. This is accepted as evidence of toughness and uniformity of structure.
Cupola.
The furnace commonly used for the production of iron castings in the foundry. It is a straight shaft furnace, consisting of a circular shell of steel plates lined with firebrick, open at the top and bottom. The shaft stands on a bed plate with a central opening closed by two hinged cast iron doors which are protected from the heat of the furnace by a bed of sand. These doors support the charge and thus at the end of the heat, they can be opened to allow the residue of iron, coke and slag to drop out. The bed plate is supported on cast iron legs which stand on a foundation of concrete or brick. The charge, consisting of alternate layers of iron and coke, with limestone as flux, is introduced through the charging door situated about half way up the stack. Surrounding the stack, near the bottom, is the wind box through which air, often preheated, is driven to the tuyeres, which may be arranged in two or more layers. The breast, an opening in the bottom of the furnace in which the fire is lighted, consists of fireclay and is rebuilt after each heat. The taphole is situated in the breast and a projecting spout below guides the molten iron into the ladle. The slag hole is slightly below the tuyeres, but at a higher level than the taphole.
Curie Point.
The temperature at which alloys become magnetic on cooling or non-magnetic on heating.
Cyanide Hardening.
(See Cyaniding).
Cyaniding.
(Cyanide Hardening). The process consists of introducing carbon and nitrogen into the surface of steel by heating it to a suitable temperature (e.g., 760°- 845°C) in a molten bath of sodium cyanide, or a mixture of sodium and potassium cyanide, diluted usually with sodium carbonate and quenching in water or oil. The process is used where a very thin case of high hardness is required. An immersion of 5 to 10 minutes usually suffices.